Dr. Timo J.C. Oude Vrielink, Prof. Johanna H. Meijer
Department of Medical Technology, Department of Cell and Chemical Biology
Leiden University Medical Center, Leiden, The Netherlands
Translated to Bahasa Indonesia by Dian Amaruddin, MD
Department of Parasitology
Leiden University Medical Center, Leiden, The Netherlands
Berikut adalah versi pendek dari publikasi artikel di PLOS ONE:
https://journals.plos.org/plosone/article?id=10.1371/journal.pone.0236239
Mengingat kurangnya masker dan alat pelindung diri untuk digunakan oleh tenaga kesehatan, kami mencari solusi dengan pendekatan bottom-up yang memungkinkan rumah sakit membuat masker pernapasan yang: (i) memenuhi syarat dalam hal kapasitas penyaringan, (ii ) mudah diproduksi dengan cepat dan secara lokal, dan (iii) dapat dibuat dengan menggunakan bahan yang umum tersedia di rumah sakit di seluruh dunia. SARS-CoV-2 dapat ditularkan melalui percikan droplet pernapasan, juga kemungkinan melalui aerosol, oleh karena itu, permintaan akan masker berkualitas tinggi yang teruji dengan baik telah meningkat secara dramatis. Pedoman Badan Kesehatan Dunia (WHO) mewajibkan tenaga kesehatan di perawatan intensif memakai masker yang setidaknya memberikan perlindungan FFP2 atau N95, dimana FFP2 memiliki efisiensi filter minimal 94%. Dalam kondisi lain, WHO merekomendasikan tenaga kesehatan untuk memakai masker bedah, yang memiliki ketahanan percikan lebih tinggi tetapi efisiensi filter partikel lebih rendah.
Kami menyelidiki apakah bahan pembungkus sterilisasi sesuai untuk digunakan dalam produksi FFP2, N95, atau masker bedah. Bahan pembungkus Halyard Quickcheck H300 (diproduksi oleh Owens & Minor) secara rutin digunakan di rumah sakit di seluruh dunia untuk membungkus instrumen bedah untuk sterilisasi.
Kami menemukan bahwa bahan Quickcheck H300 ini memenuhi kriteria penyaringan yang disyaratkan (Tabel 1). Secara khusus, tiga lapisan material mencapai efisiensi filter masing-masing 94%, 99%, dan 100% untuk partikel 0,3 µm, 0,5 µm, dan 3,0 µm. Nilai-nilai ini mendekati efisiensi yang diberikan oleh masker FFP2 dan N95. Dua lapisan menghasilkan masing-masing 86,60 ± 1,91%, 98,02 ± 0,46%, dan 99,97 ± 0,01% (memenuhi kriteria untuk masker respirator FFP1). Penggunaan bahan satu lapis memenuhi kriteria untuk digunakan sebagai ‘masker bedah’. Setelah sterilisasi berulang, sifat bahan ini tetap memenuhi kriteria untuk digunakan sebagai masker bedah.
Tabel 1. Efisiensi filter bahan Quickcheck H300 dibandingkan dengan masker yang tersedia secara komersial
| 0.3 µm | 0.5 µm | 3.0 µm | |
| Masker bedah komersial | 54.52±2.77% | 88.61±1.13% | 98.92±0.64% |
| Bahan H300 satu lapis | 70.08±0.48% | 89.68±0.70% | 99.74±0.13% |
| Masker FFP2 komersial | 94.08±0.42% | 99.57±0.04% | 100.00±0.00% |
| Bahan H300 tiga lapis | 93.84±0.37% | 99.45±0.08% | 99.99±0.01% |
Kami menciptakan masker respirator lengkap untuk memfasilitasi produksi secara lokal di rumah sakit. Kami mengidentifikasi satu set dasar bahan konvensional (aluminium, karet neoprene, dan pita elastis) dengan spesifikasi yang sesuai (lihat Gambar 1), melihat beberapa desain lain juga dapat digunakan. Kebanyakan rumah sakit — bahkan di daerah perdesaan — memiliki bengkel sederhana. Satu-satunya persyaratan utama untuk desain kami adalah mesin untuk memotong aluminium dan pita elastis dari lembaran yang lebih besar. Desain yang kami usulkan relatif mudah untuk dibuat, dan kami sengaja mendesain masker sedemikian rupa sehingga pemakainya dapat bernapas melalui seluruh permukaan masker, menjadi lebih mudah untuk bernapas dan nyaman dipakai.
Penelitian kami secara khusus ditujukan untuk memungkinkan solusi di rumah sakit dan daerah kritis lainnya. Bahan pembungkus Halyard memenuhi persyaratan yang direkomendasikan oleh WHO dan dengan demikian dapat digunakan untuk membantu melindungi staf rumah sakit dan tenaga kesehatan lainnya yang kekurangan stok masker komersial.
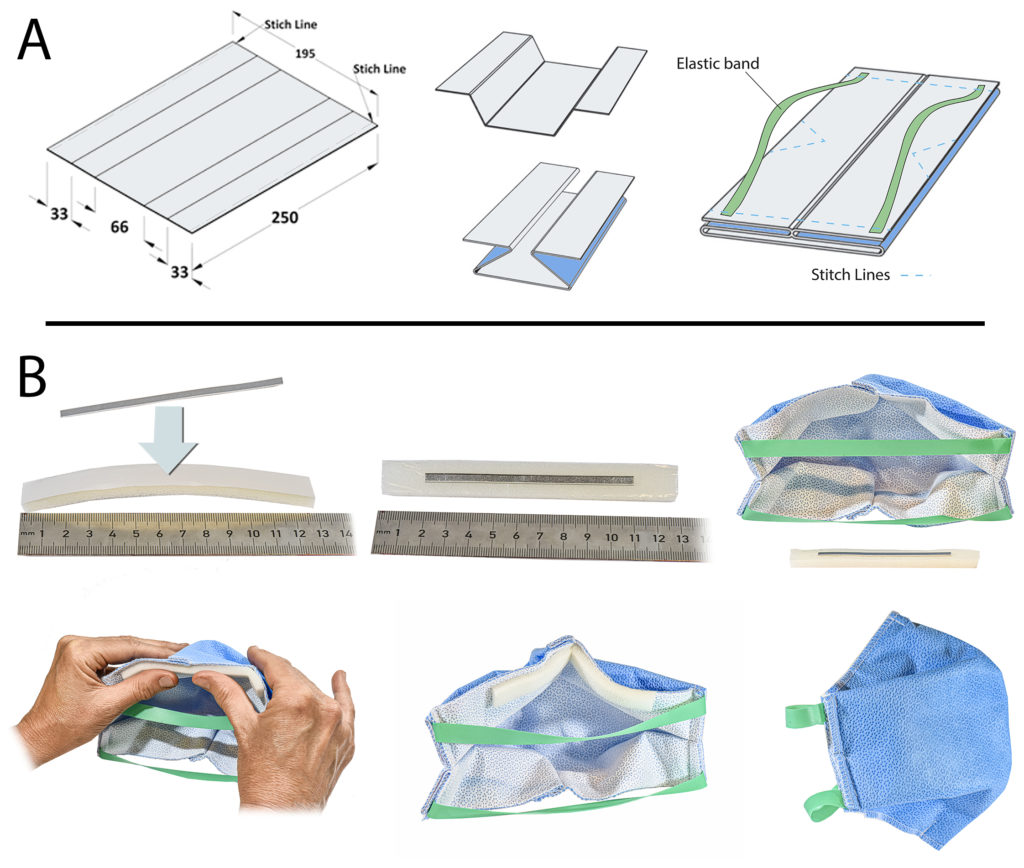
Gambar 1. Salah satu desain dalam pembuatan masker respirator dengan bahan isolasi steril. (A) Proses melipat dan menjahit bahan pembungkus Halyard (B) Pemasangan penjepit hidung dan desain akhir. Penjelasan lengkap diberikan dalam publikasi akademik dengan akses terbuka.